

������Q�����χ������ܿƼ�����˾
ϵ�ˣ������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺469356790@qq.com
ϵ��ַ������ʡ�Lɳ�������u�ֵ�õ��@
�]����410000
ϵ�ҕr��Ո�f������ӿ��־W�Ͽ����ģ��x�x��
- ֧�ֵľ��a��/��̖��ͣ�
- 24 V �������a����
- ���з�����̖�� 24 V �}�_���a����
- �����з�����̖�� 24 V �}�_���a����
- �������Ϻ�����Ӌ���}�_�� 24 V �}�_���a����
- ֧�ֵļ��g���ܣ�
- ����Ӌ��
- �y�� (�l��, �ٶ�, �}�_����)
- �����\�ӿ��Ƶ�λ�÷���
- ����ʽ����/�ֲ�ʽ���ã�
- ������ S7-1500 �Ԅӻ�ϵ�y�м���ʹ�ù�ˇģ�K��
- ����ͨ�^ ET 200MP �ֲ�ʽ I/O �Ľӿ�ģ�K�ڷֲ�ʽϵ�y��ʹ�ù�ˇģ�K������ S7-300/400 ϵ�y�еķֲ�ʽ�\�л����ڵ�����ϵ�y�еķֲ�ʽ�\�С�
- Ӳ�����ã�
- �M�B��ˇ����
- �M�B DO ��Ӌ��ֵ���ڱ��^ֵ�rݔ����
- �{ԇ��ˇ����
-
�����\�ࣺ
����ͨ�^�Ŀ����܉K�ϵĿ�݈D���ГQ���\����档���\�������Կ����e�`��ID�����������P�Ġ�Bλ���D16���� - ���̣�
- ���O��İ汾����ʾ�����b����Simatic Net PC 2008����ôOPC Server�x��V7.0, IE General�x��V7.1
- ����^��CPU1516�ľW�j�ӿڣ���߅��Interface_2, �҂ȃɂ�����Interface_1���ӾW��Ҫ�O�e

|
SIMATIC S7-200�� ���L��| ���� CPU 22X �� EM��0.8m
|
|
|
SIMATIC S7-200�� ���L��| ���� CPU 22X �� EM��0.8m
|
|
|
SIMATIC S7-200�� ���L��| ���� CPU 22X �� EM��0.8m
|
�aƷƷ�ƣ�siemens/���T��
�aƷҎ��ȫ��ԭ�b
�aƷ�|�����|�����C
�aƷ�r�����r��
 ��˾�����F؛������
��˾�����F؛������
��ͬ�ӵăr��ͬ�ӵ�Ʒ�ơ��o����һ�ӵķ��ա�
���χ������ܿƼ�����˾�����T��ϵ�y�����̣����I�N�����T��S7-200/300/400/1200PLC������ϵ�y��׃�l�����˙C���桢�|�������ŷ���늙C�����T����|�ȣ������ṩ���T�ӾS���գ��gӭ��늴�ԃ
ϵ�ˣ� ��ľ ���N�۽�����
�֙C �� 15874860011
QQ �� 469356790
���C�ᾀ��0731-85630116
��ַ���Lɳ�����Dž^õ��@С�^601
6ES7331-7KF02-0AB0
SIMATIC S7-300��ģ�Mݔ�� SM 331���λ���x�� 8 ģ�Mݔ�룬�ֱ��� 9/12/14 λ�� U/I/���ż/��裬 ���\�࣬1�� 20� ��/������ ����ı��忂��

6AG1331-7KF02-2AB0
SIPLUS S7-300 SM 331 20 �O -25...+70��C �������gͿ�� �c...��һ�� EN 50155 T1 e 1 Kl A/B ���� 6ES7331-7KF02-0AB0 �� ģ�Mݔ���λ���x 8 ģ�Mݔ�룬�ֱ��� 9/12/14 λ�� U/I/���ż/��裬 ���\�࣬1�� 20� ��/������ ����ı��忂��
6ES7331-7KF02-4AB1
SIMATIC S7-300 ݔ��ݔ��ģ�K������ �M�ɲ��֣� ģ�Mݔ�� S7-300 SM 331 ��6ES7331-7KF02-0AB0���� 1��ǰ����B���� ��6ES7392-1AJ00-0AA0�� ���ݽz�|�c��20�

6ES7331-7KF02-4AB2
SIMATIC S7-300 ݔ��ݔ��ģ�K������ �M�ɲ��֣� ģ�Mݔ�� S7-300 SM 331 ��6ES7331-7KF02-0AB0���� 1��ǰ����B���� ��6ES7392-1BJ00-0AA0�� �������|�c��20�
| �aƷ | |
| ��Ʒ��̖(���۾�̖) | 6ES7531-7KF00-0AB0 |
| �aƷ�f�� | SIMATIC S7-1500, ANALOG INPUT MODULE AI 8 X U/I/RTD/TC ST, 16 BITS OF RESOLUTION, ACCURACY 0.3 %; 8 CHANNELS IN GROUPS OF 8; 4 CHANNNELS FOR RTD MEASURING, COMMON MODE VOLTAGE APPR. 10 V; DIAGNOSIS, PROCESSALARMS INCL. INFEED ELEMENT, SHIELD CLAMP AND SHIELD TERMINAL |
| �aƷ���� | SM 531 ģ�M��ݔ��ģ�K |
| �aƷ�������� (PLM) | PM300:��Ч�aƷ |
| �r�� | |
| �r��M / �����r��M | IW / 215 |
| �б�r��������ֵ���� | �@ʾ�r�� |
| ���Ćr��������ֵ���� | �@ʾ�r�� |
| ����ϵ�� | �o |
| ������Ϣ | |
| ���ڹ���Ҏ�� | AL : N / ECCN : N |
| ���S���a�r�g | 6 �� |
| ���� (Kg) | 0.437 Kg |
| �aƷ�ߴ� (W x L X H) | δ�ṩ |
| ���b�ߴ� | 164.00 x 191.00 x 41.00 |
| ���b�ߴ��λ�Ĝy�� | CM |
| ������λ | 1 �� |
| ���b���� | 1 |
| �����aƷ��Ϣ | |
| EAN | 4025515079514 |
| UPC | δ�ṩ |
| ��Ʒ���a | 85389091 |
| LKZ_FDB/ CatalogID | ST73 |
| �aƷ�M | 4501 |
| ԭ�a�� | �� |
������
TM Count 2x24V��ӆ؛̖�� 6ES7550-1AA00-0AB0 ��һ���܉��ṩ�pͨ��Ӌ�����y���Լ�λ�÷������ܵĹ�ˇģ�K��
�D01. TM Count 2x24V ģ�Kҕ�D
��ˇģ�K TM Count 2x24V ����Ҫ���ԣ�
��ˇģ�K TM Count 2x24V �ĽӾ���
��ˇģ�K TM Count 2x24V ���ԽӃ�· 24V �}�_��̖���a����ÿ��ͨ��ͬ�r�ṩ������������ݔ��̓ɂ�������ݔ����̖�����w�Ӿ���ʽՈ�����D02 �͈D03��
�D02. TM Count 2x24V ���ӷ���

�D03. TM Count 2x24V ģ�K�ĽӾ�
�ڱ����У�ʹ�õ��ǎ��з�����̖�� 24V �}�_���a�������Ԍ��}�_��̖�ӵ�ģ�K��1̖���ӣ���������̖�ӵ�ģ�K��2̖���ӡ�
Ӌ�����ܸ�����
Ӌ����ָ���¼��M��ӛ䛺ͽyӋ����ˇģ�K��Ӌ���� ���@���a����̖���}�_���������M���������u��������ʹ�þ��a�����}�_��̖��ͨ�^�Ñ�����ָ��Ӌ���ķ���Ҳ����ͨ�^������ݔ�����Ӌ���^�̡�ģ�K���õı� �^ֵ���ܿ��ڶ��x��Ӌ��ֵ̎�ʴ_�ГQ������ݔ���������Ñ����� CPU �������ڵ�Ӱ푣���
Ӌ�����ܽM�B������
1. ��������ʹ�õ�ϵ�yӲ����ܛ����Ϣ��| ���Q | ӆ؛̖ | �汾 |
| CPU 1511 | 6ES7511-1AK00-0AB0 | FW V1.5 |
| TM 2x24V | 6ES7550-1AA00-0AB0 | FW V1.0 |
| STEP7 TIA Portal | 6ES7822-1AA03-0YA5 | V13 |
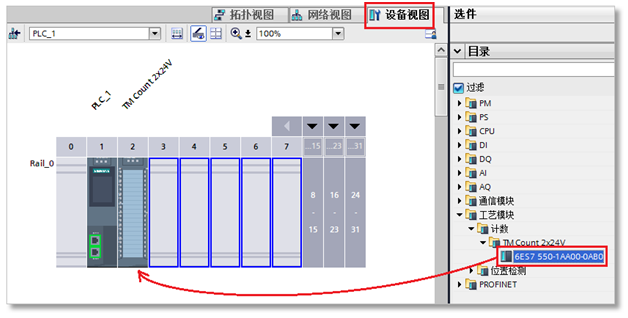
�D04. TM Count 2x24V Ӳ������ 01
��ģ���·��c����ԣ��M��ģ��Ļ��������O�ý��棬��ͨ�� 0 �Ĺ���ģʽ�x��飺ͨ�^��ˇ����M�Bͨ�����D05����
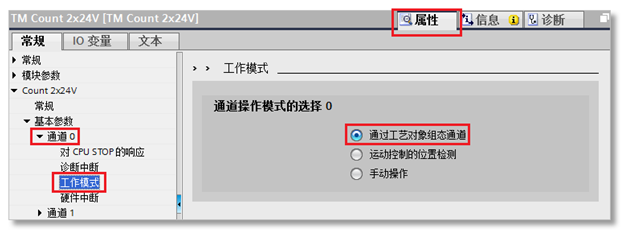
�D05. TM Count 2x24V Ӳ������ 02

�D06. ��������
�ڲ�������r�x��Ӌ���͜y���������댦�����Q���D07����

�D07. �x���������
�� �댦�������ȵ��Ŀ���¾��ܿ����½���Ӌ������ˇ�����x���@��Ӌ������ˇ�����c�����M�B�����������g�Ĺ����^����ˇ����ą������ý��档�����������ͨ�^ ��B�D�˷�ӳ�����������B���tɫ�D�˱�ʾ����������e�`���߲����õą������Gɫ�D�˱�ʾ������������ք����^�ÿ��Å������{ɫ�D�˱�ʾϵ�yĬ�J���õ� ���Å������D08����
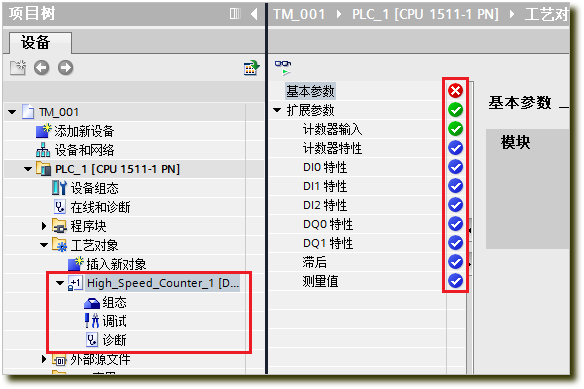
�D08. �M�B��ˇ����
�ڹ�ˇ����Ļ��������У�������Ҫ�o�@��Ӌ������ˇ�������һ��Ӳ����Ҳ����ǰ��M�B�ĸ���Ӌ��ģ�K�����x��������ģ�Kͨ������ɹ�ˇ�����cӲ�����P���D09����

�D09. �鹤ˇ�������Ӳ��
��Ӌ����ݔ�녢�����x��ݔ����̖����ͣ����x�����ͅ�Ҋ�±����ڸ��Ӆ�������߀�����x���}�_�ĞV���͂�������ͣ��D10��������֧�ֵ���̖���Ո��Ҋ��01

�D10. �x��Ӌ������ˇ�������̖���
Ӌ������ˇ����֧�ֵ���̖��ͣ�
| �D�� | ���Q | ��̖��� |

|
�������a����A��B �� | ���� A �� B ��λ����̖���������a���� |

|
�������a����A��B��N�� | ���� A �� B ��λ����̖�Լ�����̖ N ���������a���� |

|
�}�_ (A) �ͷ��� (B) | ���з�����̖����̖ B�����}�_���a������̖ A���� |

|
�����}�_ (A) | ����������̖���}�_���a������̖ A��������ͨ�^���ƽӿ�ָ��Ӌ������ |

|
����Ӌ�� (A)������Ӌ�� (B) | ����Ӌ������̖ A��������Ӌ������̖ B������̖�� |
��01. Ӌ������ˇ����֧�ֵ���̖���
��Ӌ�������������������Ӌ��������ʼֵ�����O��ֵ��Ӌ��ֵ���_�O�ޕr�Ġ�B���Լ��T���ӕrӋ��ֵ�Ġ�B���ڱ������O����ʼֵ��0�����O�ޞ�+/-10000���O�î�Ӌ��ֵ���_�O�ޕrӋ������ֹͣ�����Ҍ�Ӌ��ֵ���Þ���ʼֵ�����T�����O�Þ��^�mӋ�����D11����
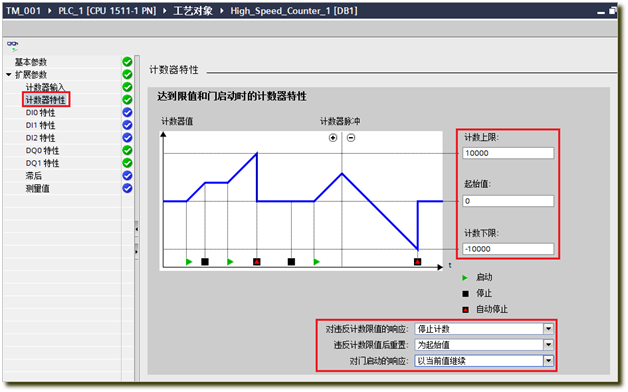
�D11.
�O��Ӌ�������������T����

�D12. �M�B DO ��Ӌ��ֵ���ڱ��^ֵ�rݔ��
���������ГQ�� OB1 �����棬���҂ȵ�ָ���б������ҵ���ˇ�->Ӌ���͜y�����ҵ� High_Speed_Counter ���܉K����ק��������У����ڱ��������K���x��֮ǰ������Ӌ������ˇ���D13����
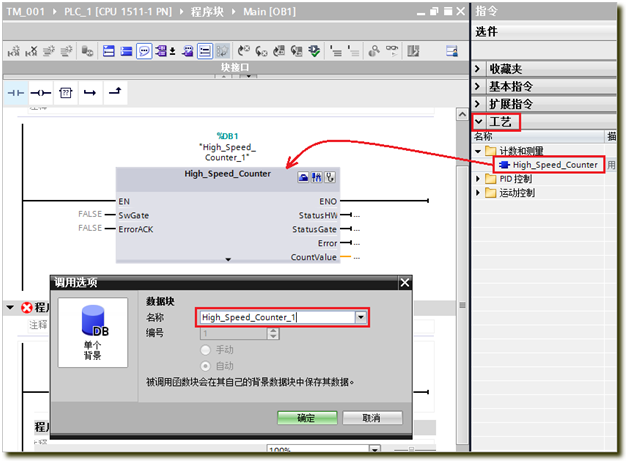
�D13. �ڳ������{�ù��܉K
���Ŀ��P���g�����d֮����ͨ�^�Ŀ����߹��܉K�Ŀ�݈D���M�뵽��ˇ������{ԇ���ܣ��D14����
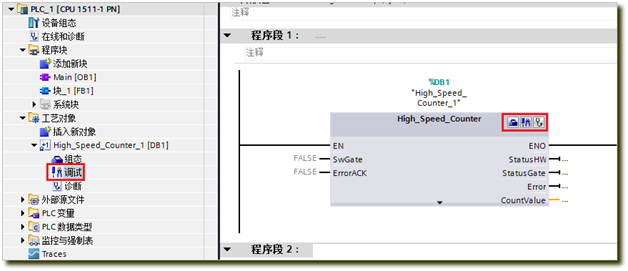
�D14. �ڳ������{�ù��܉K
�M ���{ԇ����������c�����Ͻǵ��ھ��D���ГQ���ھ�ģʽ�����ھ�ģʽ������Ҫʹ��ܛ���T��SwGate����Ȼ���^�췴�����T��B��StatusGate�� �Ƿ�� TRUE������� TRUE �f��Ӌ�����ѽ��_ʼ�������@�r��������ⲿ�}�_��̖��Ԓ��Ӌ�������M��Ӌ������Ӌ��ֵ��������CountValue��̎���D15����

�D15. Ӌ������ˇ������{ԇ����
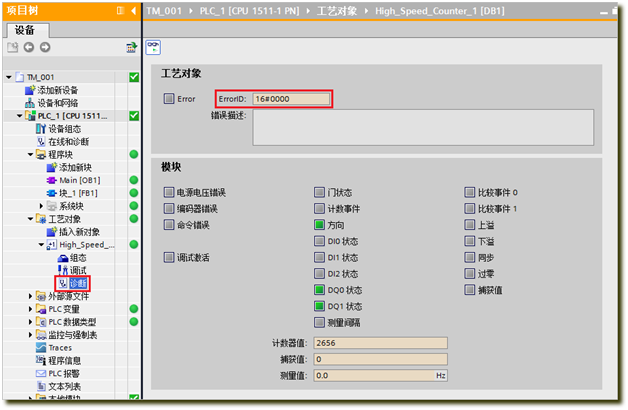
�D16. Ӌ������ˇ������\�����

�D17. ����Ӌ�������܉K
Ӌ������ˇ���ܵ���Ҫ������
| ��̖ | ���Q | ���� |
| 1 | SwGate | ܛ���T��ͨ�^ԓ����λ������Ӌ�������Ӻ�ֹͣ�� |
| 2 | ErrorACK | �e�`���𣺳��F�e�`��̎���e�`��ͨ�^�˿���λ���λ���Ϡ�B�� |
| 3 | EventACK | �¼����𣺴_�JӋ�����¼���B���磺Ӌ��ֵ���ȣ� |
| 4 | SetCountValue | �O��Ӌ��ֵ��ͨ�^ԓ����λ���Ԍ���ǰӋ��ֵ���Ğ�����ֵ��ע�⣺��ֵ��Ҫ������ˇ�����o�B׃����NewCountValue���У� |
| 5 | StatusHW | ��ˇģ�K��Bλ�� ģ�K�ѽM�B���ʂ���\�У� ģ�K������Ч�� |
| 6 | StatusGate | �T��Bλ��ԓ��Bλ��ӳ�˃Ȳ��T�Č��H��B��ֻ�иĠ�B���"True"�r��Ӌ�����ŕ������� |
| 7 | StatusUp | ��Ӌ����Bλ����ʾ��ǰӋ���������Ӌ���� |
| 8 | StatusDown | �pӋ����Bλ����ʾ��ǰӋ�������pӋ���� |
| 9 | PosOverflow | �����ޠ�Bλ����ʾ��ǰӋ��ֵ�ѽ����^�O����Ӌ��ֵ���ޣ� |
| 10 | NegOverflow | �����ޠ�Bλ����ʾ��ǰӋ��ֵ�ѽ����^�O����Ӌ��ֵ���ޣ� |
| 11 | Error | �e�`��Bλ����ʾ��ǰӋ����ˇ�������e�`�� |
| 12 | ErrorID | �e�`���a���@ʾ��ǰ��ˇ�����e�`�Ĺ��ϴ��a�� |
| 13 | CounterValue | Ӌ��ֵ��Ӌ������ˇ����Č��HӋ��ֵ�� |
��02. Ӌ������ˇ���ܵ���Ҫ����
7. ͨ�^�Ñ������Č��HӋ��ֵ��
�ںܶ���r�¶��п�����Ҫ�˹���һ�®�ǰ�Č��HӋ��ֵ���@��Ҫ���Ȍ�Ҫ�ĵ�ֵ���͵���ˇDB����Ӌ��ֵ"NewCountValue"�У�Ȼ����λ���܉Kݔ����_��SetCountValue�� �t��Ӌ��ֵ��Ч���D18�������w���E���£�
(1). �x�������Ŀ���"High_Speed_Couter"��ˇ����
(2). չ�_�����Ԕ��ҕ�D���t���Կ�����ˇDB�е�����׃����
(3). �ҵ�"NewCountValue"׃������������ק���Ñ�����Ă���ָ��ݔ���ˣ�
(4). ���µ�Ӌ��ֵ���͵�"NewCountValue"��
(5). ��λ���܉Kݔ����_��SetCountValue�� ��
(6). �µ�Ӌ��ֵ��Ч��

�D18. ͨ�^�Ñ������Č��HӋ��ֵ
8. ͨ�^�Ñ������ı��^ֵ��
ͬ�Č��HӋ��ֵ�ķ�����ƣ��Ñ�Ҳ����ͨ�^�Ñ�������ԓ�M�B�����A�Ƶı��^ֵ���D19�������w���E���£�
(1). �x�������Ŀ���"High_Speed_Couter"��ˇ����
(2). չ�_�����Ԕ��ҕ�D���t���Կ�����ˇDB�е�����׃����
(3). �ҵ�"NewReferencevalue0"׃������������ק���Ñ��������M���xֵ��
(4). �ҵ�"SetReferencevalue0"׃������������ק���Ñ��������M����λ���Ϳ��Ԍ������ĵ��±��^ֵ����Ӌ����ģ�K�С�

�D19. ͨ�^�Ñ������ı��^ֵ
9. �鿴��ˇ���� DB �е�����׃��
�� �����ҹ�ˇ����׃���ķ����m���� STEP 7 TIA Protal V13 ���ϰ汾��֮ǰ�İ汾����ͨ�^������I�c����ˇ�������Q���x�t�������"���_ DB ����" ���@�ӿ���ͨ�^����ҕ�D�@ʾ��ˇ���� DB ���������׃����ʹ��׃���ĕr��������Ñ�������ֱ������������׃�������ɣ��D20����

�D20. �鿴��ˇ���� DB �е�����׃��
SIMATIC NET OPC Server�cS7-1500ͨӍҪ�c
Ŀ�
1 TIA Portal V12OPC.SimaticNet.S7OPT����ͨӍ�B��
2 �yԇͨӍ�B��
3 �B���ѽ���������Item���|�����a�ǡ�Bad��
4 �B���ѽ������ǟo���L��DB�K
5 SIMATIC NET PCSW V12: �L��S7-1500 Optimized DB
6 �µ�PLC�������(��64λ���c����): Simatic NET PC V8.2��֮ǰ�汾��֧��
7 �µ�PLC�������(��64λ���c����): Simatic NET PC V12
1 ʹ��TIA Portal V12����OPC�cS7-1500ͨӍ�B��
��TIA Portal V12����S7-1500��PCվ�c�����þW�j��վ�c����ͬһ�ӾW�У���Network View������S7�B�ӣ����Dʾ��
�D01 ע�⣺
2 �yԇͨӍ�B��
���dPC�D02 �yԇ�����õ�OPC Server�cPLCͨӍ
OPC DCOM Server��S7 connection��B����ͨ�^ӆ醗lĿ��S7:[<�B����

