�Ѻ�ˎо���z")
������Q���K��Ҽ�ٰۺ��Ӳ�������˾
(li��n)ϵ�ˣ��ο�����
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺1668194600@qq.com
(li��n)ϵ��ַ��
�]����
(li��n)ϵ�ҕr(sh��)��Ո�f������ӿ��־W(w��ng)�Ͽ����ģ��x�x��
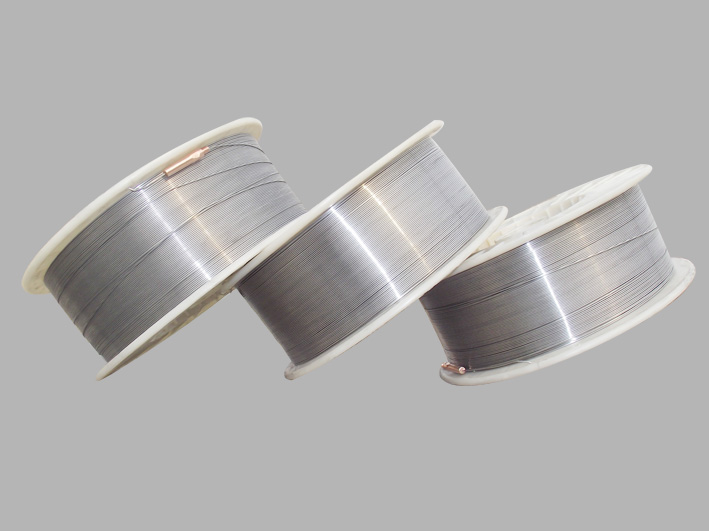
���z�����������ٻ�ͬ�r(sh��)���錧(d��o)��õĽ��ٽz���Ӳ��ϡ��ښ⺸���u�O���w���o(h��)늻����r(sh��)�����z���������٣�������������������ۻ��O���w���o(h��)늻����r(sh��)�����z���������٣�ͬ�r(sh��)���zҲ�nj�(d��o)�늘O�����z�ı��治Ϳ���������õĺ�����
��Ҋ���z��
SKD11 > 0.5��3.2mm HRC 56��58 ���a(b��)����䓡����_��ģ����ģ�����ߡ�����ģ������Ӳ�������߸�Ӳ�ȡ���ĥ�Լ����g��֮�庸�l�����a(b��)ǰ�ȼӜ��A(y��)�ᣬ��t�a(ch��n)�����ѬF(xi��n)��
��(y��u)�c(di��n)��
1�������N䓲ĵĺ��ӣ��m��(y��ng)�ԏ�(qi��ng) �{(di��o)�������ijɷֺͱ����O�鷽������ף������ṩ��Ҫ��ĺ��p���W(xu��)�ɷ֡�
2����ˇ���ܺã����p�������^ ���Ú���(li��n)�ϱ��o(h��)���@�����ó��Ρ����뷀(w��n)����ʹ늻���(w��n)�����۵��^�ɾ���
3���۷��ٶȿ죬���a(ch��n)Ч*** ����ͬ���������ˎо���z������ܶȴ��ۻ��ٶȿ죬���۷��ʼs��85%-90%�����a(ch��n)�ʱȺ��l늻����s3-5����
4�������^������M(j��n)��ȫλ�ú��ӡ�



-
DAN*OSS KP7W

-
BOSCH 8111601
-
ALLEN-BRADLEY
-
KPAD-3122A �ձ�������
-
MASONEILAN 20450
-
NMRV063 FL/90 L4
-
MASONEILAN, 2045
-
GE 397A7666P0
-
��������75W/90 GL-4
-
늄�(d��ng)�y�T��(zh��)���� ��ROLII00
-
늄�(d��ng)�y�T��(zh��)���� RAI30AF1
-
늄�(d��ng)�y�T��(zh��)���� RAI13AF1
-
����늄�(d��ng)�y�T��(zh��)���� RAII11
-
Dresser SVI2-211
-
�_˹���� Rosemount
-
DAN*OSS KP7W
-
BOSCH 8111601
-
ALLEN-BRADLEY
-
KPAD-3122A �ձ�������
-
MASONEILAN 20450
-
NMRV063 FL/90 L4
-
MASONEILAN, 2045
-
GE 397A7666P0
-
��������75W/90 GL-4
-
늄�(d��ng)�y�T��(zh��)���� ��ROLII00
-
늄�(d��ng)�y�T��(zh��)���� RAI30AF1
-
늄�(d��ng)�y�T��(zh��)���� RAI13AF1
-
����늄�(d��ng)�y�T��(zh��)���� RAII11
-
Dresser SVI2-211
-
�_˹���� Rosemount