������Q���ӱ������Cе����˾
ϵ�ˣ��x�ь���С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺3622313939@qq.com
ϵ��ַ���ӱ�ʡ���^�н�������A��·
�]����061000
ϵ�ҕr��Ո�f������ӿ��־W�Ͽ����ģ��x�x��
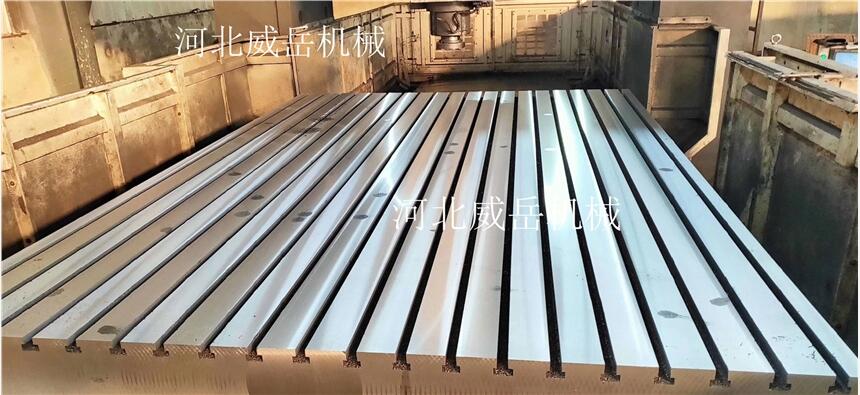
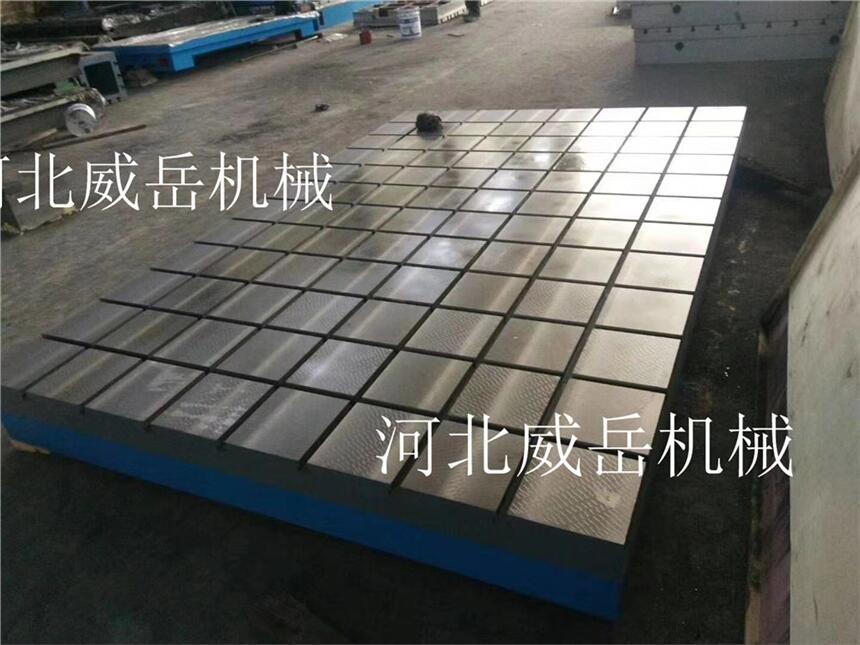
�T�FT�Ͳ�ƽ�_���ڙCе���l�әC�Ą������O���{ԇ�������^�õ�ƽ�淀���Ժ��g�ԣ����控��T�Ͳۣ������Á��̶�����O�䡣
�T�FT�Ͳ�ƽ�_�����ڹ����z�����ƽ��������ߡ�ƽ�_���b���{��ˮƽ��ؓ�ɾ��ֲ��ڸ�֧�c�ϣ��h���ضȣ�20��5�棩ʹ�Õr��������ӡ�
�T�Fƽ��http://www.chinaweiyue.com/�OӋ���gҪ��һ��������Cе�ИI��/T7974��2000�OӋ����GB4986-85����ƽ�_���ȵȼ���00��0��1��2��3���������١��T�Fƽ�������ڹ����z�����ƽ��������ߡ�
�T�FT�Ͳ�ƽ�_���b���{��ˮƽ��ؓ�ɾ��ֲ��ڸ�֧�c�ϣ��h���ض�ʹ�Õr��������ӡ��T�Fƽ����ȥ�^���аl�����T�쑪����Խ�˲�����ԓ�ض��µķ��ď��ȣ��l������׃�ξ��Ȝy���õĻ������w���ڙC�������z���Ҳ�Dz��ɶ��ٵĸ������w���ߡ��m���ڙz�������Ȝy���õĻ���ƽ�棬��Ҫ���ڙCе�����z�y���еĻ����棬�z������ijߴ羫�Ȼ��О�ƫ��������Ä������ڙCе����z����Dz���ȱ�ٵ�ƽ��������ߡ��T�Fƽ�������ڹ����z�����ƽ��������ߡ�
�T�FT�Ͳ�ƽ���T��r��ע����헣��T����ɰ�^�̵Ŀ��ƣ���ɰ�����܌�ֱ��Ӱ������T�����|������ˣ���ɰ��ԓ�������õ����ԣ��ȡ������ԡ������Ժ����Եȡ������ռ�������fɰ-��ɰ-ճ��-ú��-ˮ������r�g����6��7min��������M�мs5h�����{���{����M���^�Y�����ɺ����ã�ʹ��ɰ������ɢ�ԣ���������ԡ������Եȡ��T�읲ע�^�̵Ŀ��ơ���עǰҪ���Tˮ�M�������Ͱ���̎�����ڝ�ע�^����Ҫ��������ƽ�����Ա���_ɰ���γ�ɰ�ۡ��ܻ�rҪ���r��ס©�Tˮ�IJ�λ�����a���Tˮ���Ԝp�������������Ȇ��}���T�������^�̵Ŀ��ƣ������^���������T�������T�������������T�����ԫ@�ñ���o���}�������T����
�T�FT�Ͳ�ƽ�_�Ĺ��м��g����
1���T�FT�Ͳ�ƽ�_�ֹΣ���ƽ�_������^�ֲڡ��ӹ����E�^���������P����ƽ��Ť��������������0.005mm���ϕr�����ȴֹΡ��ֹε����c�Dz����L�� ���г̽��L��10mm~15mm֮�g���� ���^����10mm������ ���E���Ƭ���؏͡��T�Fƽ��Cе�ӹ��� �ے���������c�������@���ĸ��c������
2���T�FT�Ͳ�ƽ�_���Σ����ξ��nj��ֹκ�ĸ��c��ȥ�������c�Dz��ö̹η��� �ی��s6mm���L5mm~10mm�������c��ɢ�졣���ΕrҪ���� ����Σ�����һ�飬�� ��rҪ��45�Ȼ�60�ȷ���γ��W�y����ƽ�����cÿ25�O��25�O�Ϟ�10~14�c�r�����ɽY�����Ρ�
3���T�FT�Ͳ�ƽ�_���Σ��ڼ��εĻ��A���M�о��Σ�����С�� �A���ľ��Σ��ی��s4mm��ƽ�����cÿ25�O��25�O�ϑ���20~25�c��
4���T�FT�Ͳ�ƽ�_�λ����λ�������һ�����^�������зe�杙���͵Ĺ��ܡ�һ�㳣Ҋ�Ļ��y�У�б���y�����λ��y���~�[���y�ȡ�
�T�FT�Ͳ�ƽ�_ƽ��ȵ��|���z�飺
1���T�FT�Ͳ�ƽ�_�������治�����P�E�����ۡ�����������Ӱ�ʹ�õ����^���}��
2���T�FT�Ͳ�ƽ�_�������治����ɰ�ס���ס��Ѽy���A�����s�ɵ��T�솖�}���T����摪 ��ɰ���ұ���ƽ����Ϳ���ι̡�����߅�����g���ھ��ȵȼ����ڡ�00������ƽ�幤�����ϣ�����ֱ��С��15mm��ɰ�����S����ͬ�IJ��϶�������Ӳ�ȑ������܇����ϵ�Ӳ�ȡ��ڹ������϶����IJ�λ����������̎�����֮�g�ľ��x����С��80mm��
3�������ɂ������ϣ����O���а��b�ֱ������h�ȵ��b�Oʩ���ݼy��A���ס��OӋ���bλ�Õr�����]�M���p������b�������׃�ӡ�
4�������Ñ�Ҫ���ڰ幤�������O���ݼy��ϲۺ��@Щ��λ�������F���ڹ��������F��
5�������ü��w�ϵĻҿ��T�F��Ͻ��T�F���졣
6���T�FT�Ͳ�ƽ�_�������Ӳ�ȑ���HB170-220��
7���T�FT�Ͳ�ƽ�_�����摪���ù�����ˇ�����ڡ�3����ƽ�幤����Ҳ���Բ���������ˇ��������������ı���ֲڶȰ�݆�����gƽ��ƫ��Raֵ��������5um 8�������^������̎����ȥ�š�
�T�FT�Ͳ�ƽ�_���}�Ľ�Q�k��
1.�T�FT�Ͳ�ƽ���Ļ����棺�ɽӹ����D�ijߴ磬�M�й�����
2.�߶Ȝy���Ļ����棺�����y���c������ͬ���ƽ�_�ϣ��M�и߶ȱ��^�y��������ٌ���߶��c�KҎ����^��
3.ƽ�жȜy���Ļ����棺�̶���������Ȼ��ʹ����ָᘽ��|�ڴ��y������Ϸ����ƄӴ��y��əz�鹤�����cƽ�_���ƽ�жȡ�
4.�ǶȜy���Ļ����棺����ƽ�_�������棬������җU���Ƕ�Ҏ�����M�нǶ����y��
5. �T�FT�Ͳ�ƽ�_�������治����ɰ�ס���ס��Ѽy���A�����s�ɵ��T�솖�}���T����摪��ɰ���ұ���ƽ����Ϳ���ι̡�����߅�����g���ھ��ȵȼ����ڡ�00������ƽ�_�������ϣ�����ֱ��С��15mm��ɰ�����S����ͬ�IJ��϶�������Ӳ�ȑ������܇����ϵ�Ӳ�ȡ��ڹ������϶����IJ�λ����������̎�����֮�g�ľ��x����С��80mm��
6.���T�FT�Ͳ�ƽ�_�������ɂ������ϣ����O���а��b�ֱ������h�ȵ��b�Oʩ���ݼy��A���ס��OӋ���bλ�Õr�����]�M���p������b�������׃�ӡ� 7.�T�Fƽ�幤�����治�����P�E�����ۡ�����������Ӱ�ʹ
8.�����Ñ�Ҫ�����T�FT�Ͳ�ƽ�_���������O���ݼy��ϲۺ��@Щ��λ�������F���ڹ��������F��
9. �T�FT�Ͳ�ƽ�_�����ü��w�ϵĻҿ��T�F��Ͻ��T�F���졣
10. �T�FT�Ͳ�ƽ�_�����摪���ù�����ˇ�����ڡ�3����ƽ�_������Ҳ���Բ���������ˇ��������������ı���ֲڶȰ�݆�����gƽ��ƫ��Raֵ��������5um����GB1031��83������ֲڶȅ������䔵ֵ������
11. �T�FT�Ͳ�ƽ�_�����^������̎����ȥ�š�








![PMP51-BA21JA1FGBGTJA1 R��S���] E+Hԭ�b](http://img.dzks.com/UserDocument/mallpic/18059705508/Picture/250411094610123.jpg)

![TR10-AAB1CASDFD000��S���] E+Hԭ�b](http://img.dzks.com/UserDocument/mallpic/18059705508/Picture/250411094446136.jpg)